5 Surface Processing
16.1 Introduction
Surface processing operations play an important role in manufacturing and industrial applications that include functionality, durability, and appealing to the eye. These processes involve multiple techniques that prepare, clean, strengthen, and coat surfaces to improve their performance in different applications. Industrial cleaning method such as ultrasonic cleaning that ensures thorough removal of any contaminants that allows for following treatments. Mechanical pretreatment processes such as deburr, barrel tumbling, and vibratory finishing improve surface texture and remove imperfections to improve adhesion for coatings. Thermal and mechanical strengthening processes, such as heat treatment and shot peening enhance material properties like hardness and stress endurance. Protective coatings, such as polymer coatings and porcelain enameling provide enhanced durability, chemical protection and thermal resistance.
Specialized protective coatings like Chemical Vapor Deposition (CVD) and Physical Vapor Deposition (PVD) offer high performance in corrosive resistance in extreme conditions. On the other hand, decorative coatings such as electropolishing, anodizing and powder coatings not only enhance aesthetic appeal and also improve corrosion resistance.
16.2 Learning Objectives
After reading this chapter, you will be able to:
- Explain a Primary industrial Cleaning Method (Ultrasonic)
- The Necessity of Mechanical Pretreatments Processes
- Analyze Thermal and Mechanical Strengthening Techniques
- Identify Various Protective and Decorative Coatings (Many overlap)
- Recognize the Significance of Surface Treatment Operations
16.3 Surface Preparation and Pre-Treatments Processes
16.3.1 Industrial Cleaning Process
What is Ultrasonics?
Ultrasonics is the science of sound waves above the limits of human audibility. The frequency of a sound wave determines its tone or pitch. Low frequencies produce low or bass tones. High frequencies produce high or treble tones. Ultrasound is a sound with a pitch so high that it can not be heard by the human ear. Frequencies above 18 Kilohertz are usually considered to be ultrasonic. The frequencies used for ultrasonic cleaning range from 20,000 cycles per second or kilohertz (KHz) to over 100,000 KHz. The most commonly used frequencies for industrial cleaning are those between 20 KHz and 50KHz.
Ultrasonic Equipment
To introduce ultrasonic energy into a cleaning system requires an ultrasonic transducer and an ultrasonic power supply or “generator.” The generator supplies electrical energy at the desired ultrasonic frequency. The ultrasonic transducer converts the electrical energy from the ultrasonic generator into mechanical vibrations.The ultrasonic generator converts electrical energy from the line which is typically alternating current at 50 or 60Hz to electrical energy at the ultrasonic frequency. This is accomplished in a number of ways by various equipment manufacturers. Current ultrasonic generators nearly all use solid state technology.
Cleaning Process
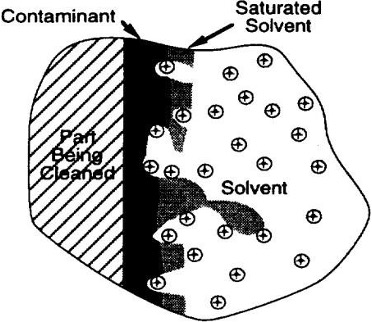
In removing a contaminant by dissolution, it is necessary for the solvent to come into contact with and dissolve the contaminant. The cleaning activity takes place only at the interface between the solvent and the contaminant. Figure (A) As the solvent dissolves the contaminant, a saturated solvent layer develops at the interface between the solvent and the contaminant. Once this has happened, cleaning action stops as the saturated solvent can no longer attack the contaminant. Fresh solvent cannot reach the contaminant. Figure (B) Ultrasonic cavitation and implosion effectively displace the saturated solvent layer to allow fresh solvent to come into contact with the contaminant remaining to be removed. This is especially beneficial when irregular surfaces or internal passageways are to be cleaned.
Benefits of Ultrasonics in the Cleaning and Rinsing Process
Cleaning in most instances requires that a contaminant be dissolved (as in the case of a soluble soil), displaced (as in the case of a non-soluble soil) or both dissolved and displaced (as in the case of insoluble particles being held by a soluble binder such as oil or grease). The mechanical effect of ultrasonic energy can be helpful in both speeding dissolution and displacing particles. Just as it is beneficial in cleaning, ultrasonics is also beneficial in the rinsing process. Residual cleaning chemicals are removed quickly and completely by ultrasonic rinsing.
A Superior Process
Ultrasonic energy has been proven to be more effective at enhancing cleaning than other alternatives, including spray washing, brushing, turbulation, air agitation, and electro-cleaning in many applications. The ability of ultrasonic activity to penetrate and assist the cleaning of interior surfaces of complex parts is especially noteworthy.
16.4 Mechanical Pretreatment Processes
16.4.1 Importance of Finishing Operations
Most machined parts need secondary operations including finishing to achieve tolerances and meet desired functional or behavioral requirements. Finishing operations can improve the surface quality, dimensional accuracy, and geometric accuracy of the machined parts.
16.4.2 Deburring
Deburring is the removal of metal fragments that are not completely removed in the machining process. These fragments, also known as burrs, can affect the performance, safety, and aesthetics of the machined parts.
Deburring can be done by different methods depending on the size, shape, and quantity of the machined parts. For small batches of simple parts, deburring can be done manually by using tools such as files, scrapers, brushes, or sandpaper (Figure A) Manual deburring is labor-intensive, time-consuming, and inconsistent, but it can be suitable for low-volume production or prototyping. (Figure B)
For large batches of complex parts, deburring can be done by using automated or se mi-automated processes that can handle a large number of parts simultaneously.
16.5 Tumble finishing (TF)
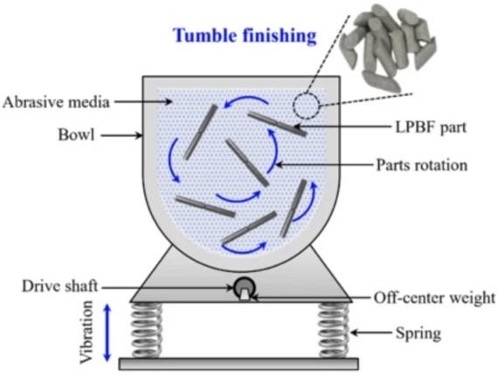
Known as tribo-finishing or barrel finishing, has been applied on AM (Raw materials Such as Metals, Polymers,and Ceramics) materials for roughness reduction and surface smoothening. During tumble, a mixture of parts and abrasive media (sometimes with chemical compounds) rotate with adjustable speed in a barrel. Notable surface roughness reduction can be achieved with this process via creating friction by tumbling parts against the abrasive media. It can be controlled by parameters related to size, shape, and the composition of the abrasive material as well as the rotation speed and duration. (Figure A).
16.6 Vibratory finishing
This process is similar to tumbling, but instead of rotating, the barrel vibrates at a high frequency and amplitude. This creates a more gentle and uniform action on the parts and reduces the risk of damaging or deforming them. See the figure below.

16.6 Thermal and Mechanical Strengthening
16.6.1 Heat Treatment
Heat treating is a critical process in metallurgy, widely used in industries such as automotive, aerospace, and tool manufacturing to enhance the mechanical properties of steel. This process involves heating steel to specific temperatures and then cooling it at controlled rates to achieve desired material characteristics. Heat treating is crucial for modifying steel’s hardness, strength, toughness, and other mechanical properties. A method is laser surface hardening, which utilizes a laser beam to heat and harden specific surface areas. The focused energy from the laser allows for precise control over the treated zones, resulting in improved wear resistance and surface hardness. This process is particularly effective for components with complex geometries and is commonly used in the aerospace and tooling industries.
16.6.2 Shot Peening
Shot peening is a method of cold working that improves the mechanical properties of metals and composites by creating a compressive residual stress layer on the surface. This process involves striking the surface with shot, which are round metallic, glass, or ceramic particles, with enough force to cause plastic deformation. One of the applications of shot peening is to remove stress concentrations that can lead to fatigue failure or stress corrosion cracking. By inducing compressive stresses on the surface, shot peening prevents the propagation of cracks that can initiate from tensile stresses or defects.
Shot peening is commonly used in mechanical springs, such as coil springs, leaf springs, and torsion bars. These components are subjected to cyclic loading and bending stresses that can cause fatigue damage over time.
16.7 Protective Coatings
16.7.1 Coating
Polymer coating is a process of applying a thin layer of polymer material on a substrate to enhance its properties and protect it from corrosion. Polymer materials are composed of large molecules that are formed by joining smaller units called monomers. Some examples of polymer materials are resins and plastics. There are different types of polymer coating materials, such as epoxy, polyester, vinyl ester, and phenolic, that have different characteristics and applications.
The methods of polymer coating can vary depending on the type of material, the substrate, and the desired performance. Some common methods are spraying, dipping, brushing, and electrostatic deposition. Figure (A) and (B)
16.7.2 Porcelain enameling
Porcelain enamel is one of the most popular industrial coatings for the protection of metal artifacts, as it gives the coated substrates high-quality physical, chemical, and aesthetic properties.
The glassy nature of the enamel matrix and the strong chemical/mechanical bond existing between the enamel layer and the substrate are the main reasons for the excellent thermal, chemical, and mechanical properties of enameled materials.
From an industrial point of view, the most important substrates for enameling are cast iron, low-carbon steel, and aluminum alloys. Stainless steel is also suitable for enameling. It is important to remark that enamel coatings can be applied also on glass substrates and on high-temperature alloys”
The proper application of enamels is extremely important, as the choice of the right application method has many consequences on the result. Enamels application techniques can be mainly divided into “dry” and “wet” methods, based on the type of milling previously performed. It is also important to distinguish between the application of ground and cover coat enamels. Ground enamels are formulated with the addition of cobalt oxides to promote adhesion with the substrate, whereas cover coat enamels are formulated to guarantee optimal aesthetical properties.
Enamel coatings can be also used for the production of architectural panels, advertising boards, and safety appliances: in these cases, good resistance to scratch, abrasion, and weathering is required, and a good stability of colors is desirable. From an industrial point of view, enameled pieces find many applications in the production of heat exchangers, industrial tanks, and chemical vessels, where good resistance to hot alkali solutions is needed.
All enamels are almost resistant to temperatures up to 400 °C, and this is the main reason why they have been used for a long time to produce pans and kitchenware. The resistance to high temperatures and thermal shock are interesting properties that make enamel coatings also suitable to produce stoves. it is important to remark that these coatings are also suitable for industrial high-duty applications.

16.8 Advanced Vapor Deposition Coating Techniques
16.8.1 Physical Vapor Deposition
Physical vapor deposition (PVD) is a method of deposition thin film whereby the layer which covers a surface is formed on the substrate material atom by atom. In PVD method the material is vaporized from a solid or liquid source in the form of atoms or molecules and transported in the form of a vapor through a vacuum or low pressure gaseous (or plasma) environment to the substrate, where it condenses.
Thin films often have more than one layer which range in thickness ranging from a few atomic layers to film several microns thick. PVD techniques produce new properties of transition zone between substrate and coated layer. The properties of films can be affected by the substrate material.
Sputtering is one of the primary methods used in physical vapor deposition (PVD). Despite having a lower deposition rate compared to the evaporation method, sputtering offers numerous advantages. It allows for the use of a wide range of materials as both sources and films, including metals, semiconductors, insulators, alloys, and compounds. It is also an environmentally friendly process. It ensures a high degree of film adhesion and uniform thickness over large areas.
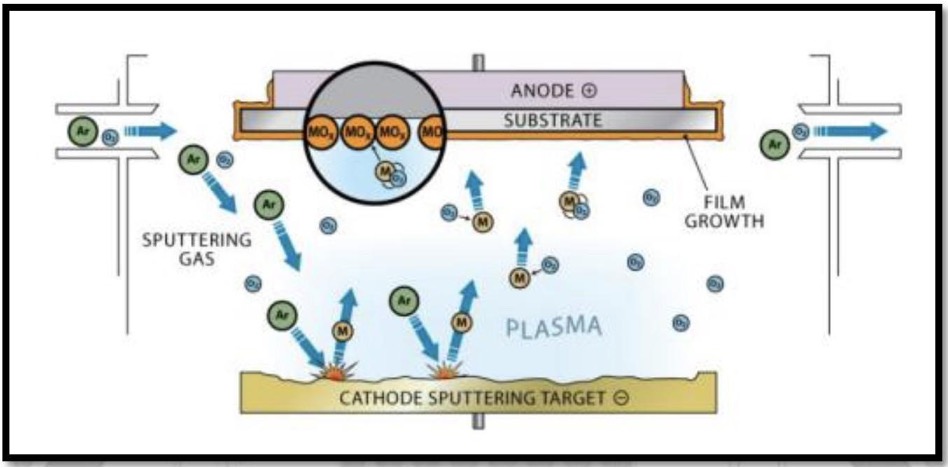
The Mechanism of Sputtering
The sputtering method can be classified into two styles as in Figure (8). When heavier ions collide with a rigid surface layer, they transfer their energy to the surface layer, causing the collision to occur in successive steps. The ejection of atoms from the target is a result of the collision as mechanism (I) develops. Furthermore, incoming light ions cannot produce enough energy to create a collision cascade. The light ions reflected from the target and hit the atoms close to superficial layer, and those atoms may depart from the target if they have sufficient energy to overcome the superficial layer barrier as in mechanism II. So, mechanism No. II becomes more predominant when the ions become lighter. When using ions with moderate mass as the Ar+ the two mechanisms contribute to the actual sputtering process.
16.8.2 Chemical Vapor Deposition
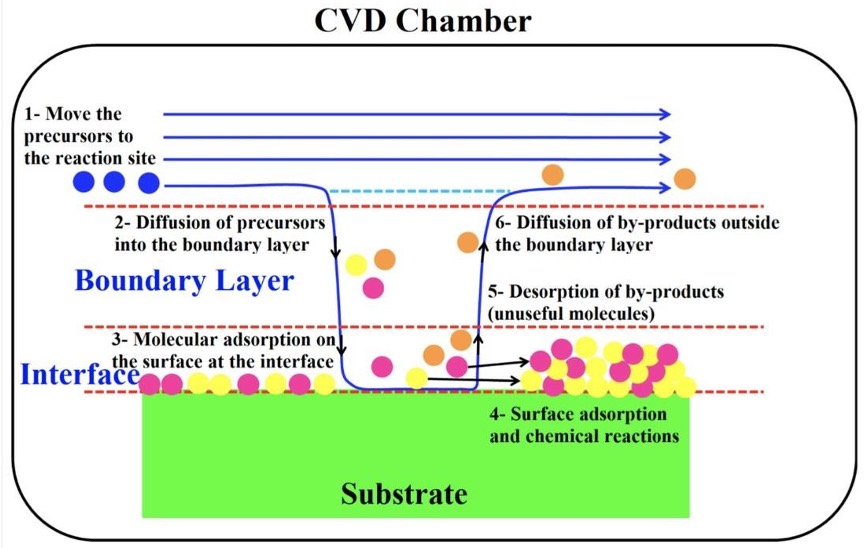
Chemical Vapor Deposition (CVD) is a process that a solid is formed on a substrate by the chemical reaction in the vapor phase. Employing this technology, a wide range of materials, including ceramic nanocomposite coatings, dielectrics, and single crystalline silicon materials, can be coated on a variety of substrates. Among the factors influencing the design of a CVD system are the dimensions or geometry of the substrate, substrate temperature, chemical composition of the substrate, type of the deposition process, the temperature within the chamber, purity of the target material, and the economics of the production. Three major phenomena of surface reaction (kinetic), diffusion or mass transfer reaction, and desorption reaction are involved during the CVD process.
Thermodynamically, CVD technology requires high temperatures and low pressures in most systems. Under such conditions, the Gibbs free energy of the chemical system quickly reaches its lowest value, resulting in the production of solids. The kinetic control of the CVD technology should always be used at low temperatures, and the diffusion control should be done at high temperatures. The coating in the CVD technology is deposited in the temperature range of 900–1400 °C. Overall, it is shown here that by controlling the temperature of the chamber and the purity of the precursors, together with the control of the flow rate of the precursors into the chamber, it is possible to partially control the deposition rate and the microstructure of the ceramic coatings during the CVD process.
16.9 Decorative Coatings
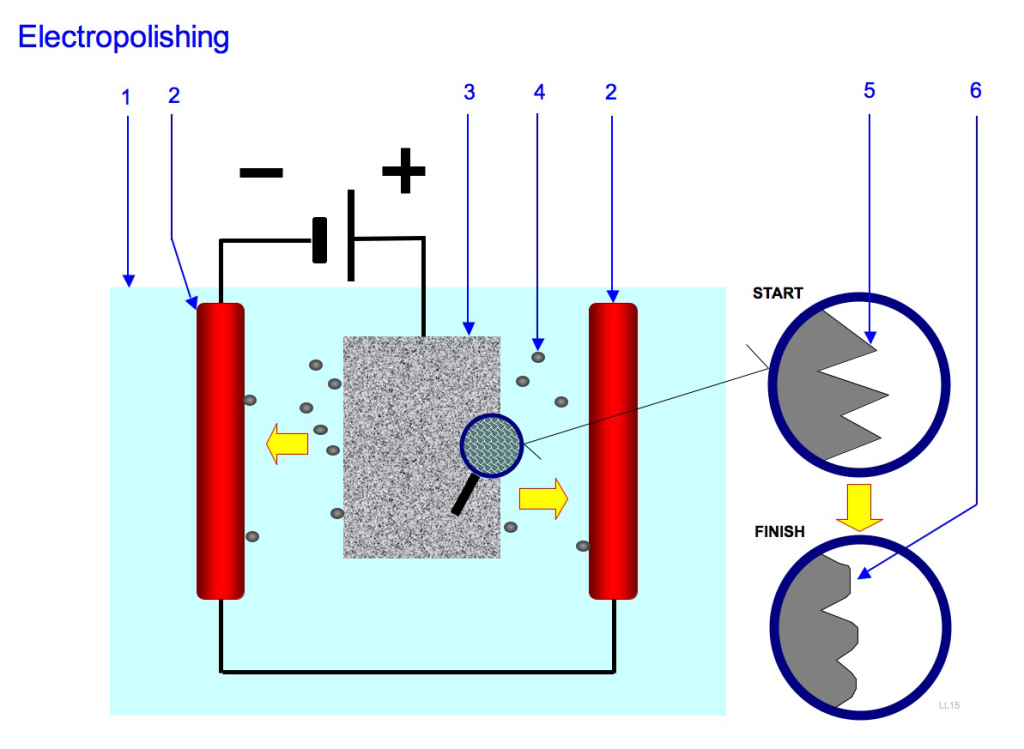
16.9.1 Electropolishing
Electropolishing is a process that removes a thin layer of metal from the surface of a workpiece, using an electrolytic solution and an electric current. Electropolishing treats the whole workpiece uniformly, regardless of its shape or size. Some of the benefits of electropolishing are:
- It improves the surface finish and reduces the roughness, resulting in a smooth and shiny appearance.
- It enhances the corrosion resistance and chemical stability of the metal, by removing impurities and contaminants.
- It reduces the friction and wear of the metal, by creating a lubricious and non-stick surface.
- It increases the cleanliness and hygiene of the metal, by eliminating microorganisms and organic residues.
Electropolishing is widely used in industries that require high-quality metal parts, such as aerospace, medical, pharmaceutical, food, and semiconductor.
16.9.2 Anodizing
Anodizing is a process that creates a protective oxide layer on the surface of metals, such as aluminum, titanium, and magnesium. The oxide layer is formed by applying an electric current to the metal in an electrolytic solution, which causes the metal to oxidize and form a thin, hard, and corrosion-resistant coating.

Some of the benefits of anodizing are:
- It enhances the appearance and durability of the metal, giving it a range of colors and finishes that can be customized according to the design specifications.
- It improves the adhesion of paints, glues, and other coatings to the metal surface, allowing for better bonding and performance.
- It reduces the maintenance and repair costs of the metal parts, as they are less prone to damage and degradation over time.
Using Aluminum as the positive electrode, enough current needs to be passed to grow a thin “barrier” layer. As the anodizing proceeds, the current pushes this barrier deeper into the aluminum converting it above into a very porous oxide layer. This reaction to the aluminum consumes and converts it in order to be effective at preventing corrosion. If you notice the pores have a honeycomb pattern. Throughout the layers of the aluminum any color dye can be added and once filled it will become sealed by placing aluminum in boiling water.
6.10 References
Groover, Mikell P. Fundamentals of Modern Manufacturing. 4th ed., John Wiley & Sons, INC., 2010.
John, Fuchs F. “Ultrasonic cleaning: Fundamental theory and application.” Nasa.gov, NASA. Marshall Space Flight Center, Aerospace Environmental Technology Conference, 1 March 1995, https://ntrs.nasa.gov/citations/19950025362. Accessed February 7 2025.
Jensen, David. Introduction to Mechanical Design and Manufacturing. Fayetteville, University of Arkansas Libraries, 2024. Pressbook Hub, https://uark.pressbooks.pub/mechanicaldesign/. Accessed 10 February 2025.
Maleki, Efran, et al. “The efficiency of tumble finishing as a final post-treatment for fatigue enhancement of notched laser powder bed fusion AlSi10Mg.” Nature, 21 March 2023, https://www.nature.com/articles/s41598-023-30660-6. Accessed 8 February 2025.
Arthurrh. “File:Case Tumbler.jpg.” commons.wikimedia.or, 11 7 2007, https://commons.wikimedia.org/wiki/File:Case_Tumbler.jpg. Accessed 12 February 2025.
Bray, Tom. 2) Project Top Part: Shear, Punch, Brake, Filing & Deburring. 10 September 2020. Youtube, https://www.youtube.com/watch?v=bQh7Sc-lFwE. Accessed 13 February 2025.
T, Alexandros. “File:Powder-Coat-Gun.jpg.” https://commons.wikimedia.org/, 5 June 2016, https://commons.wikimedia.org/wiki/File:Powder-Coat-Gun.jpg. Accessed 17 February 2025.
Russo, Francesca, et al. “Porcelain Enamel Coatings.” mdpi, 27 April 2021, https://www.mdpi.com/2673-8392/1/2/32. Accessed 19 February 2025. Sabzi, M., et al.
“A Review on Sustainable Manufacturing of Ceramic-Based Thin Films by Chemical Vapor Deposition (CVD): Reactions Kinetics and the Deposition Mechanisms.” mdpi, 14 January 2023, https://www.mdpi.com/2079-6412/13/1/188. Accessed 1 March 2025.
Kadhim, Zaineb Fadhil, et al. “Types of Physical Vapor Deposition: A Review.” https://www.journalofbabylon.com/, 3 March 2025, https://www.journalofbabylon.com/index.php/JUBES/article/view/5621. Accessed 9 March 2025.
Heat Treatment of Steel.” Engineering Technology, https://engineeringtechnology.org/engineering-materials/metals-and-alloys/ferrous-metals/ferrou s-metallurgy/heat-treatment-of-steel/. Accessed 27 February 2024.
Sensortherm. Laserspurhärten mit dem Highspeed-Pyrometer METIS H3. 2012. Youtube, https://www.youtube.com/watch?v=G8GbTYqJdpw. Accessed 2 March 2025.
Wicked Fab Works, “Maverick X3 Sway Bar Mounts” https://www.wickedfabworks.com/product/maverick-x3-sway-bar-mounts/?srsltid=AfmBOopiYbw4WQwkihHb0wrEswAdtJDbqXz3_BDAcNaxpYXzfAvMHpIs. Accessed 12 February 2025.
Media Attributions
- Ultrasonic cavitation and implosion © Fuchs, F. John is licensed under a Public Domain license
- tumble finishing © Erfan Maleki, Sara Bagherifard, Okan Unal, Manoj Revuru, Michele Bandini & Mario Guagliano is licensed under a CC BY (Attribution) license
- Case Tumbler © Arthurrh is licensed under a CC BY-SA (Attribution ShareAlike) license
- Modern examples of enamel application objects © Francesca Russo, Stefano Rossi, Attilio Monzio Compagnoni is licensed under a CC BY (Attribution) license
- sputtering © Zaineb Fadhil Kadhim, Lina Fadhil Kadhim, Hasanain Kamil Hasan Owadh is licensed under a CC BY (Attribution) license
- Schematic of the main steps of the CVD process © M. Sabzi, S. H. Mousavi Anijdan, M. Shamsodin, M. Farzam, A. Hojjati-Najafabadi, P. Feng, N. Park, U. Lee is licensed under a CC BY (Attribution) license
- Electropolishing_principle © LaurensvanLieshout is licensed under a CC BY-SA (Attribution ShareAlike) license
- Maverick X3 Sway Bar Mounts – Wicked Fab Works © Wicked Fab Works is licensed under a CC BY-NC (Attribution NonCommercial) license

{kind=link}
{kind=link}
{kind=link}